Eftersom att grabben snart är duktigare än mig på att cykla och stigarna blir smalare och hoppen högre så räcker inte riktigt cykeln vi byggde i somras till längre. Vi har fått byta framgaffel efter en krasch, rikta om bakhjulet ett antal gånger och den börjar vara allmänt liten.. så vad gör man?
Jag hittade en downhillcykel (Giant Glory 8) i storlek small till rätt kurs så det blev en sväng med Teslan till Härnösand en kväll för att hämta cykel.

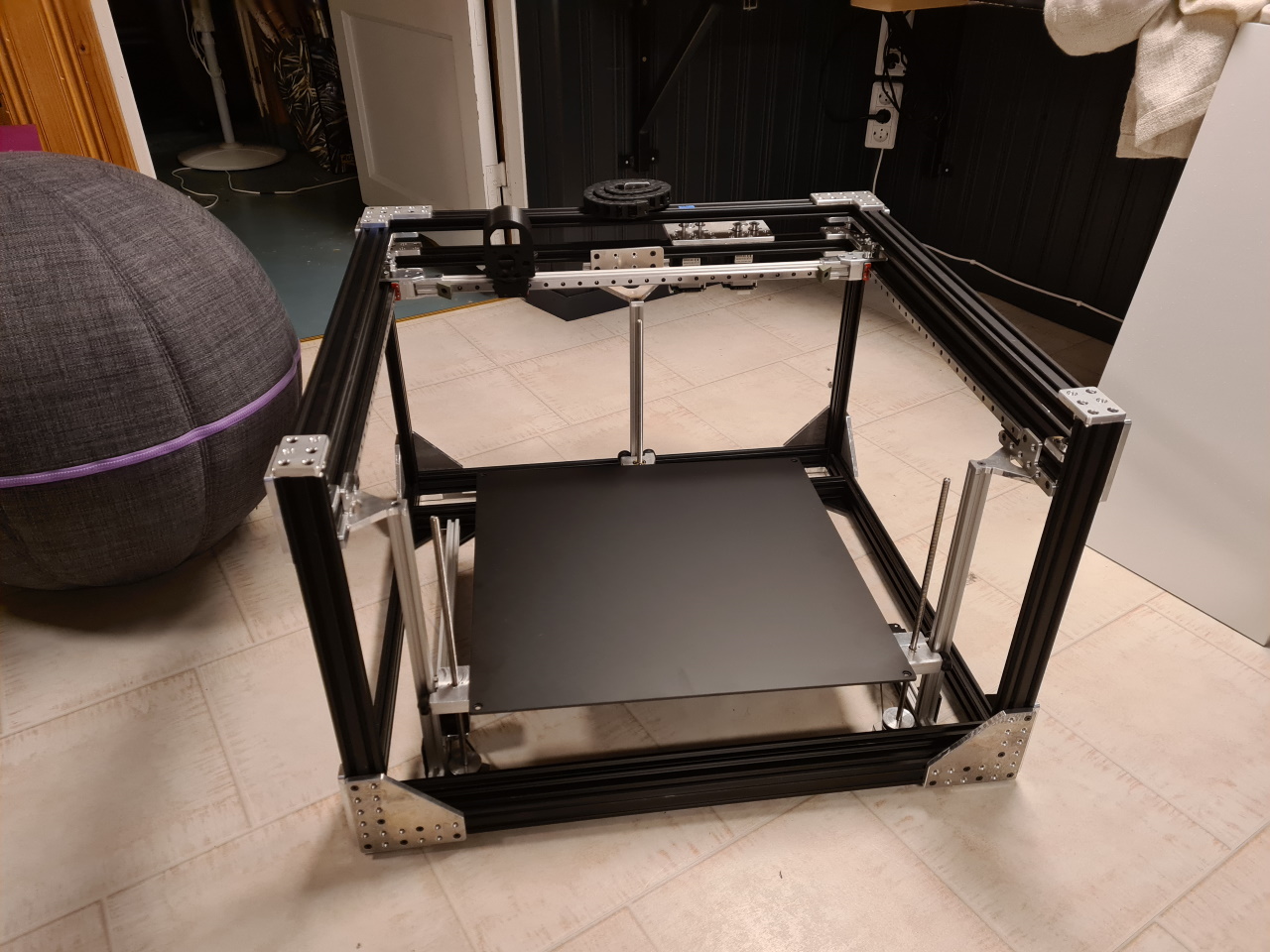
Efter en kort provtur fick cykeln ett okej av granskningsnämnden och bygget påbörjades.

Vi valde den här cykeln dels för att priset var helrätt och dels för att ramen ser ut att kunna passa för en elmotor utan allt för mycket modifikationer. Efter en snabb testpassning insåg vi att det ändå krävs en del åtgärder för att det ska bli bra, vi vill ju inte ha samma pung-effekt som jag hade på min cykel tidigare där motorn sticker rätt ner och tar i backen när man hoppar.

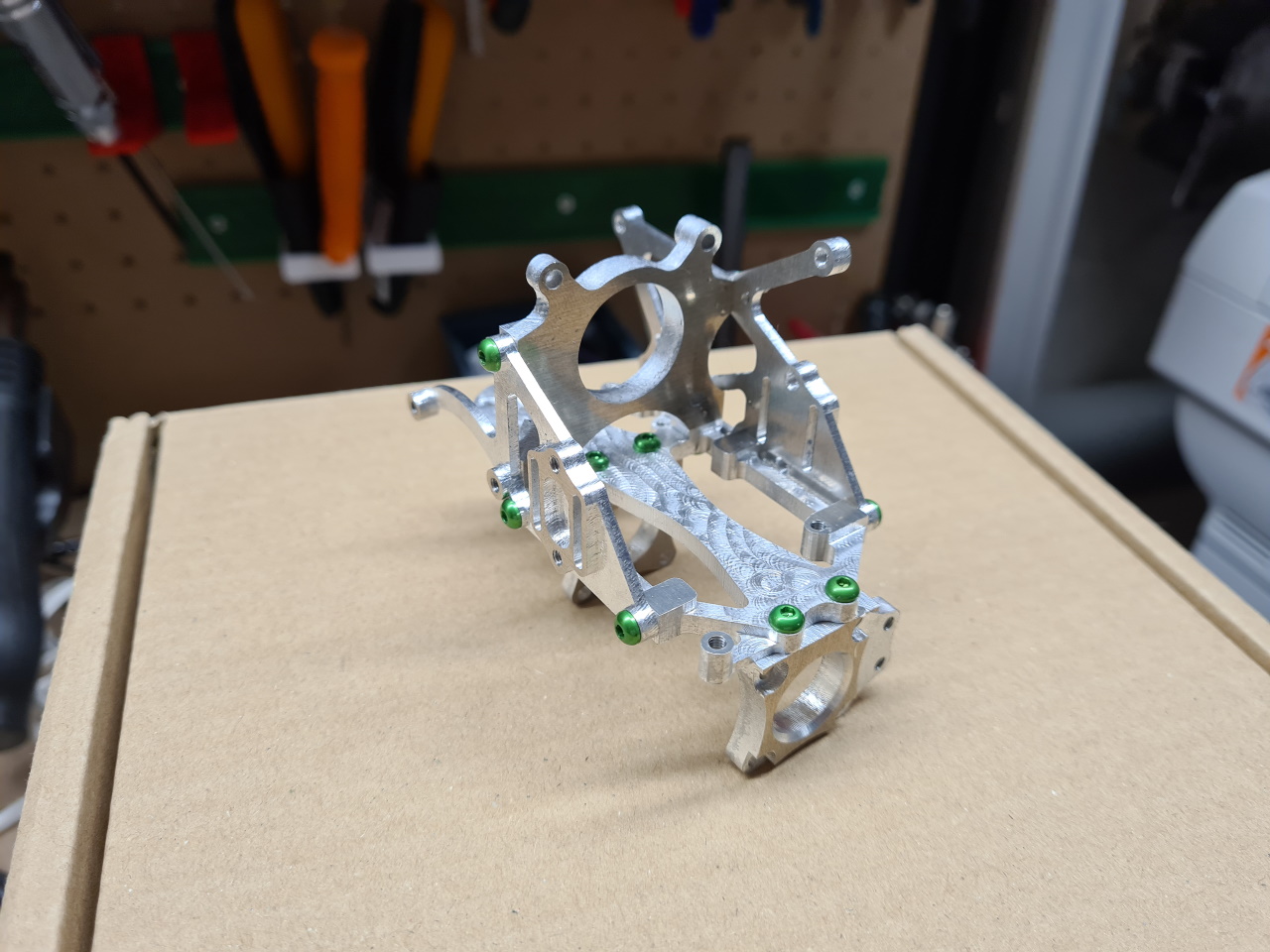
Första steget är att plocka bort veven och den främre växeln. Det gick lättare på denna cykeln än på någon annan cykel vi skruvat, gott tecken! Såhär såg det ut innan vi börjat åtgärda..

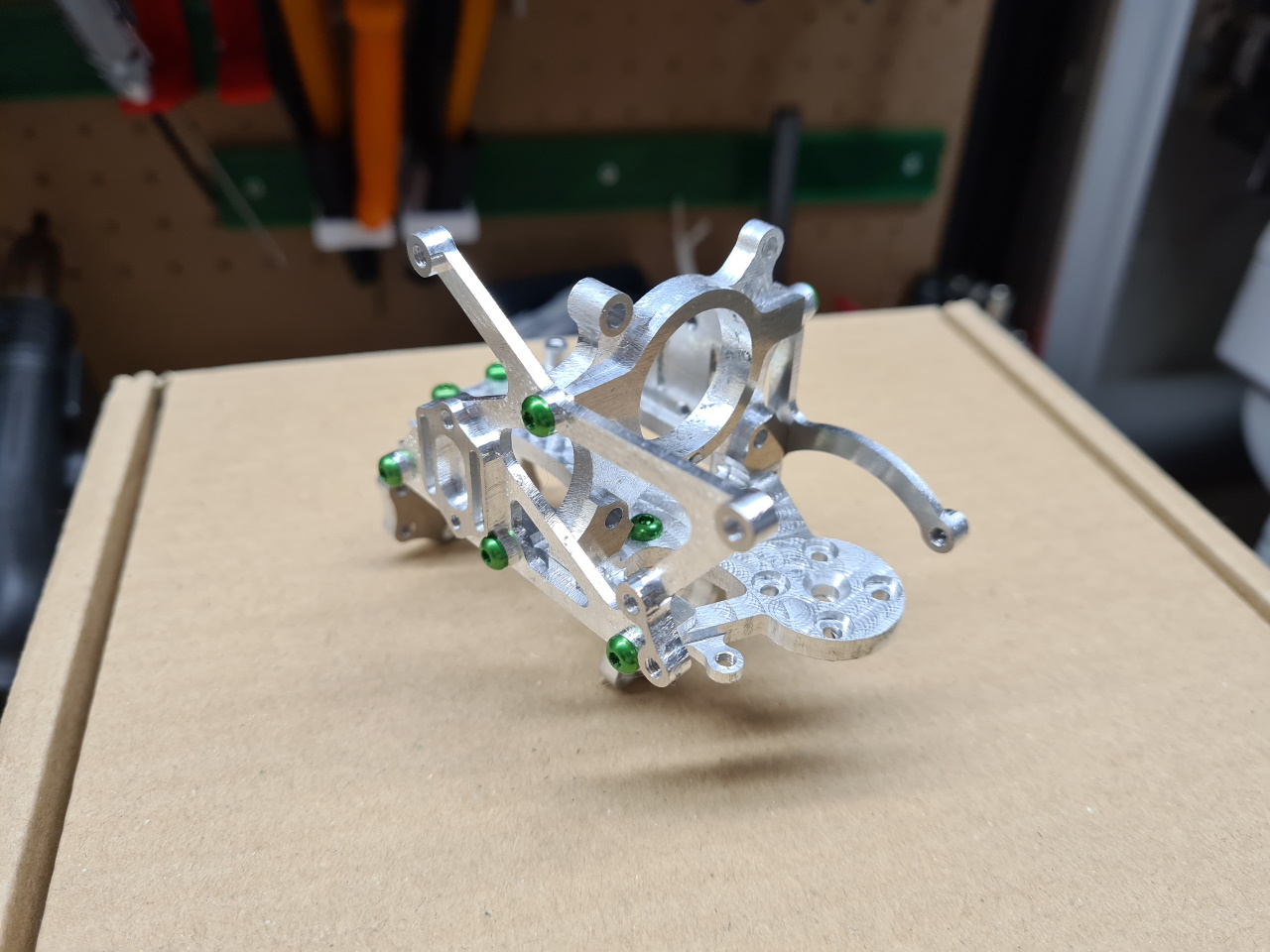
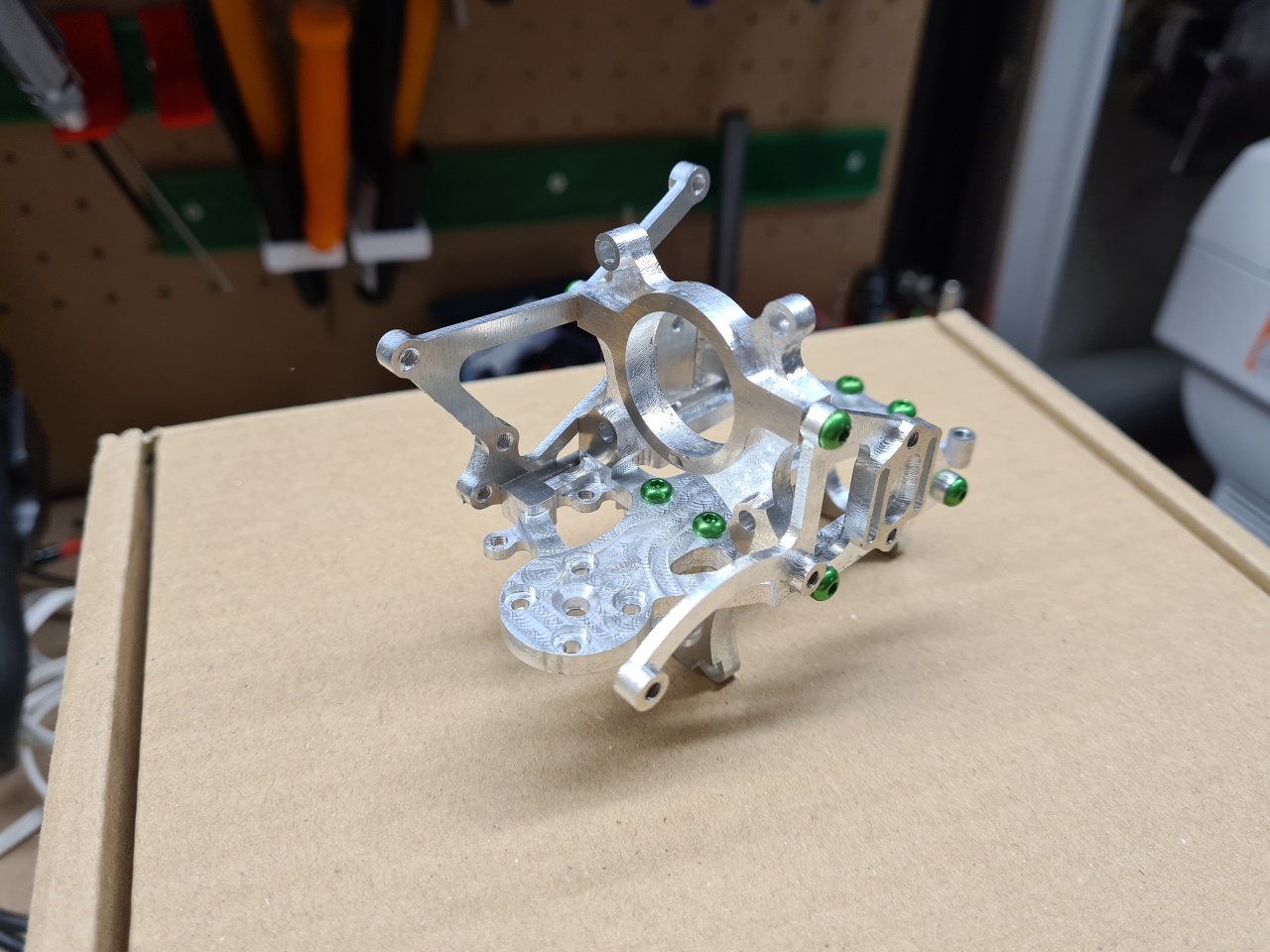
Och andra sidan med lite lull och en massa skruvhål..


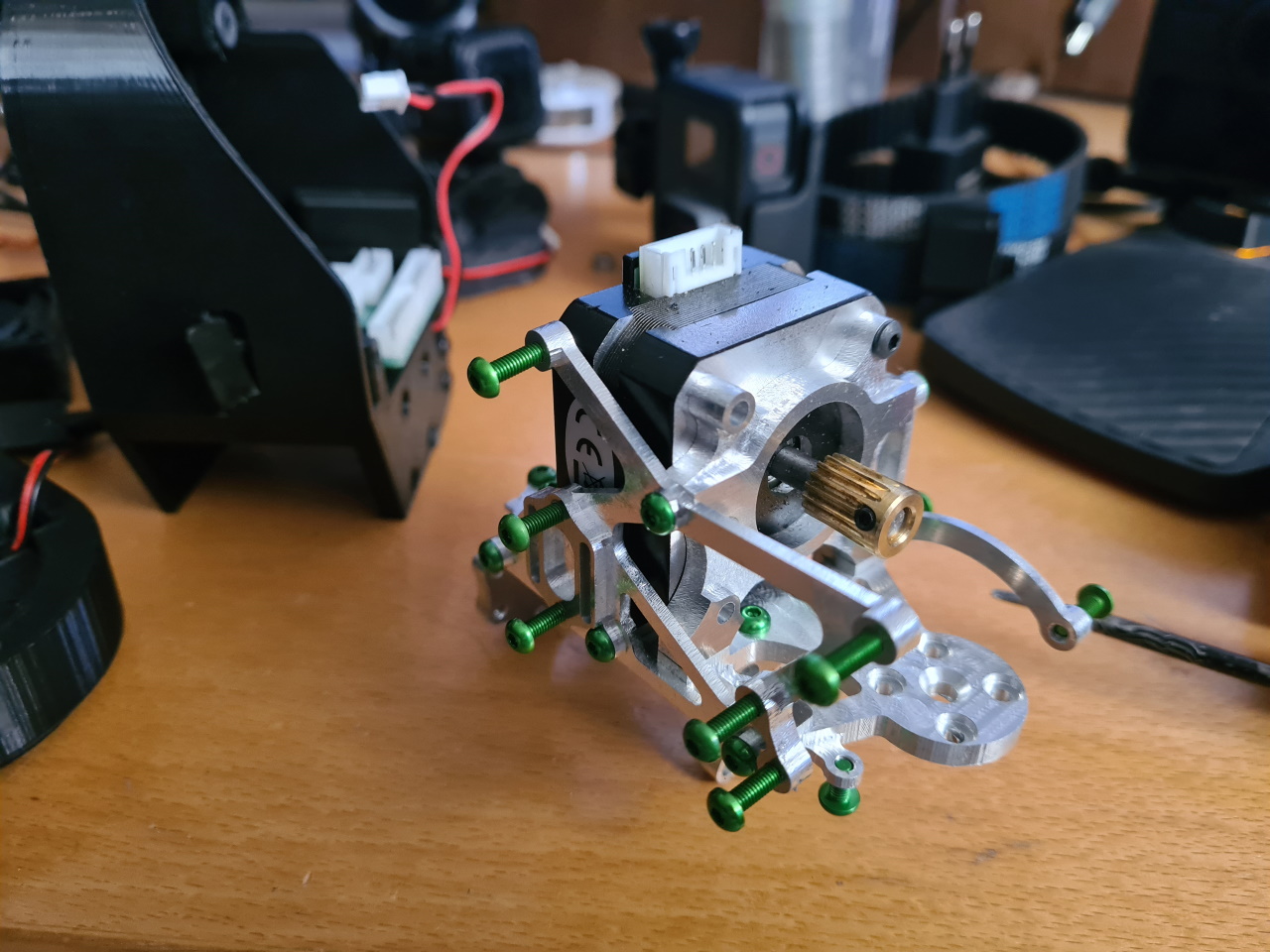
Efter att vi åtgärdat en del missanpassningar med vinkelslipen passade motorn mycket bättre, men även motorn fick sig en duvning av slipen. Vi kommer att måsta designa en ny adapter för att hålla motorn på plats för att få allt att fungera.


Men efter lite puts och jobb så sticker motorn inte längre ner än att det känns acceptabelt. Då kommer vi till nästa problem – motorn, eftersom att det inte är den värsta som finns på marknanden, är byggd för en vev på upp till 73mm bredd. Tures nya cykel har en 84mm vev.. Så vad göra?
Efter att ha vinkelslipat tillräckligt mycket i ramen för att kunna fästa motorn insåg vi att pedalerna inte går att dra runt då den vänstra krockar med baksvingen. Svingen vill jag helst inte kapa i så vi testade någonting jag aldrig gjort förut..
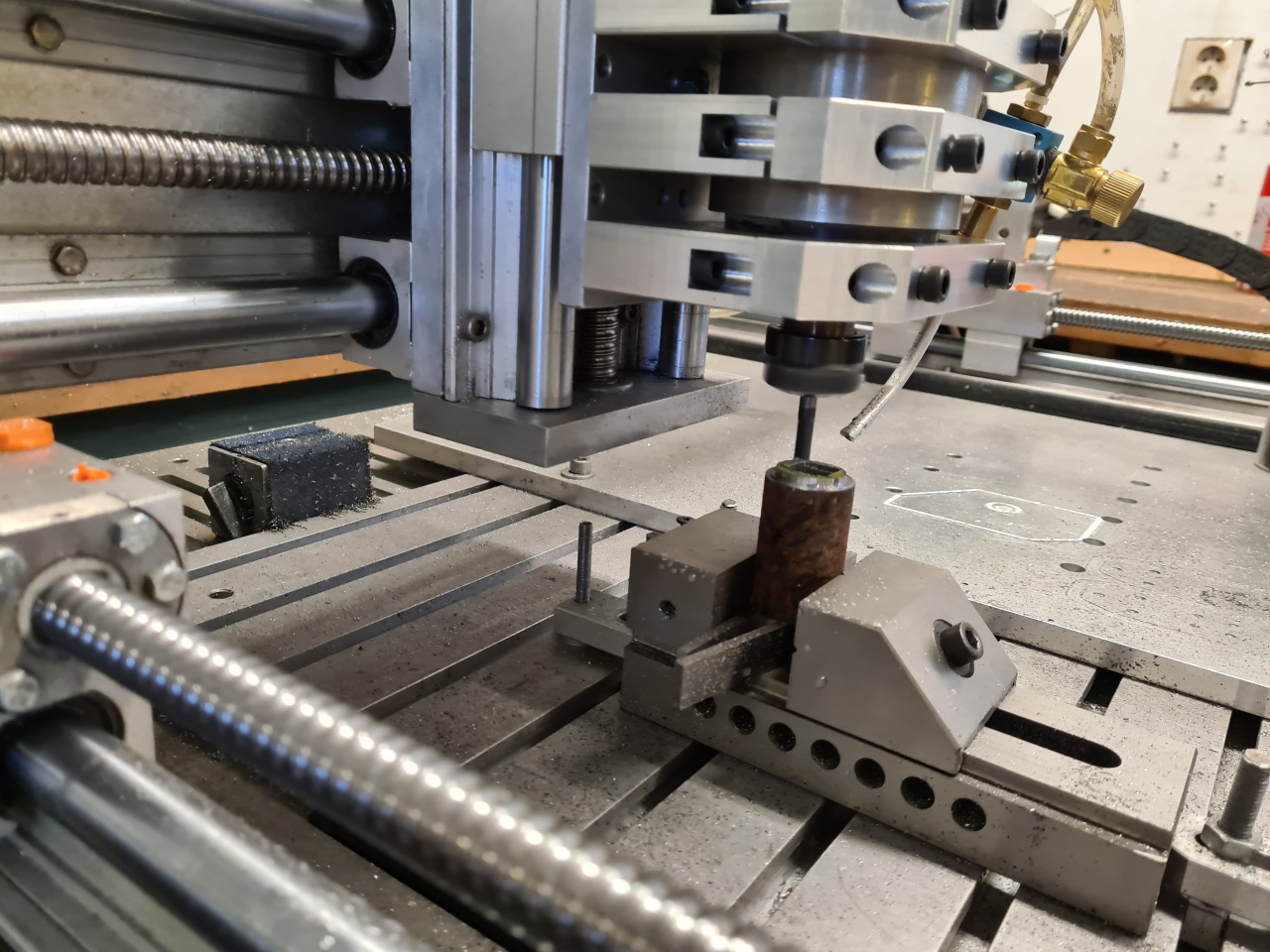

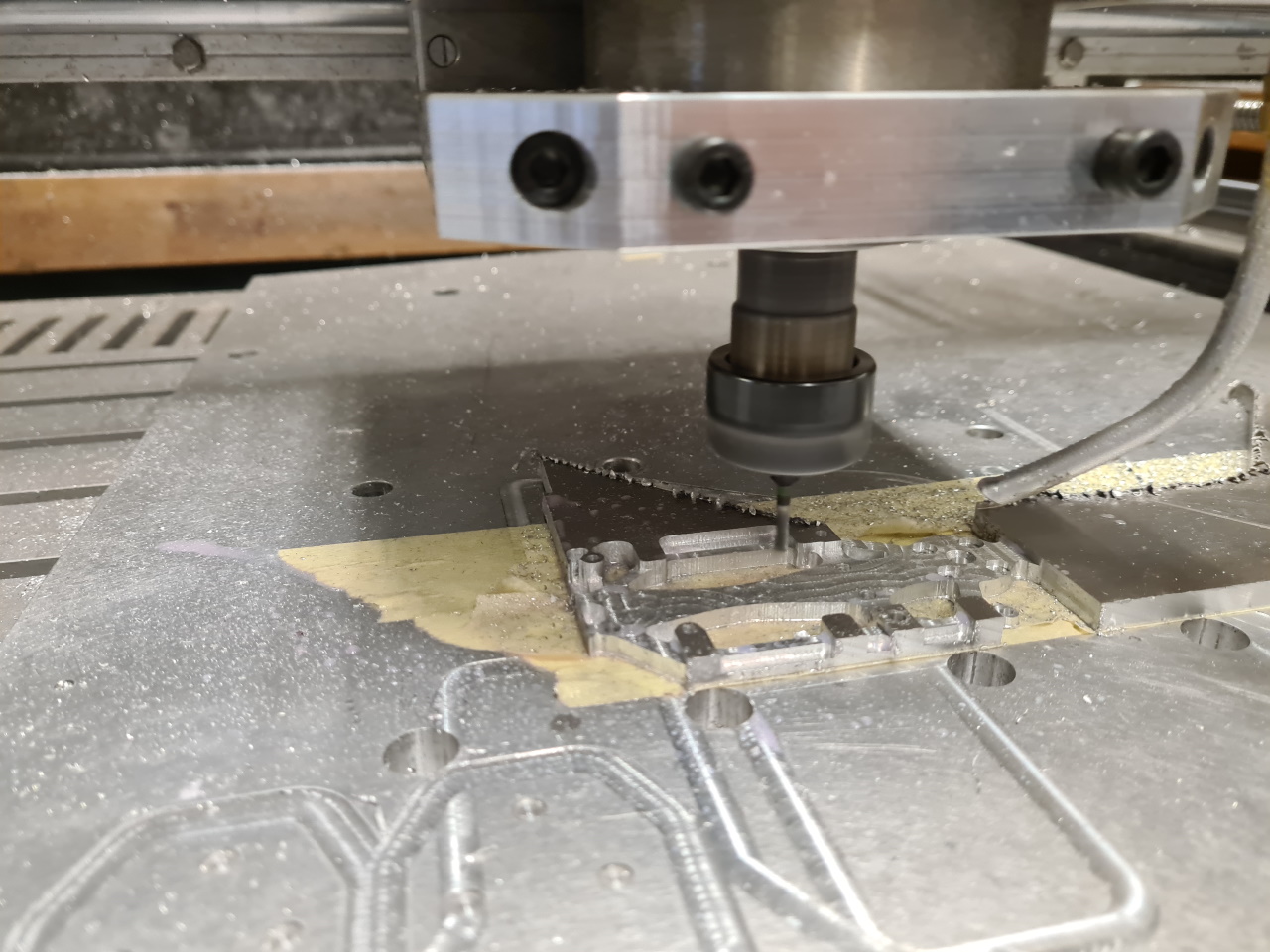
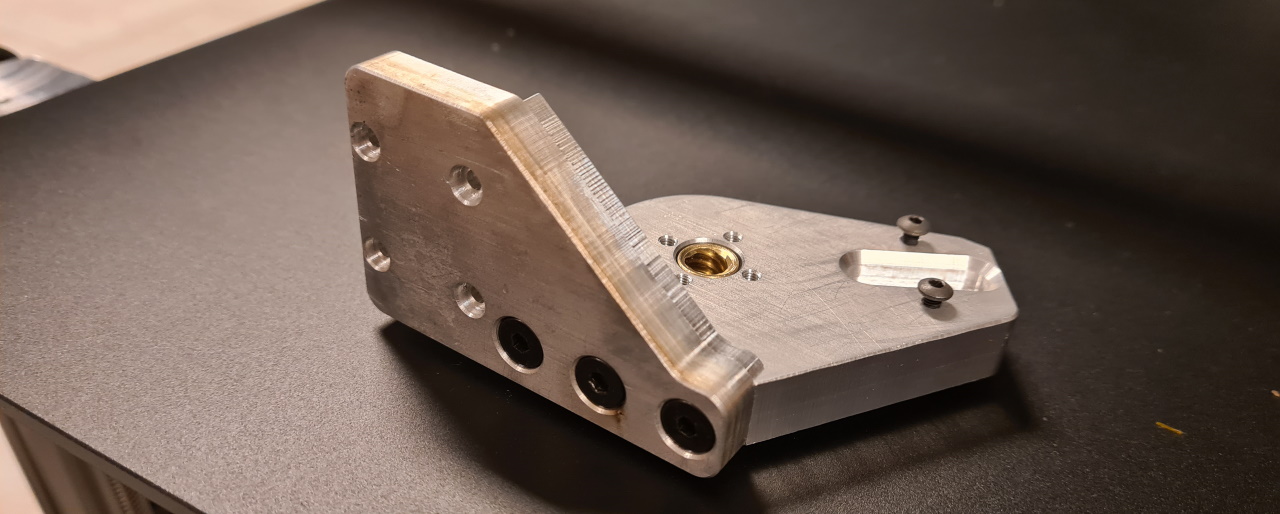
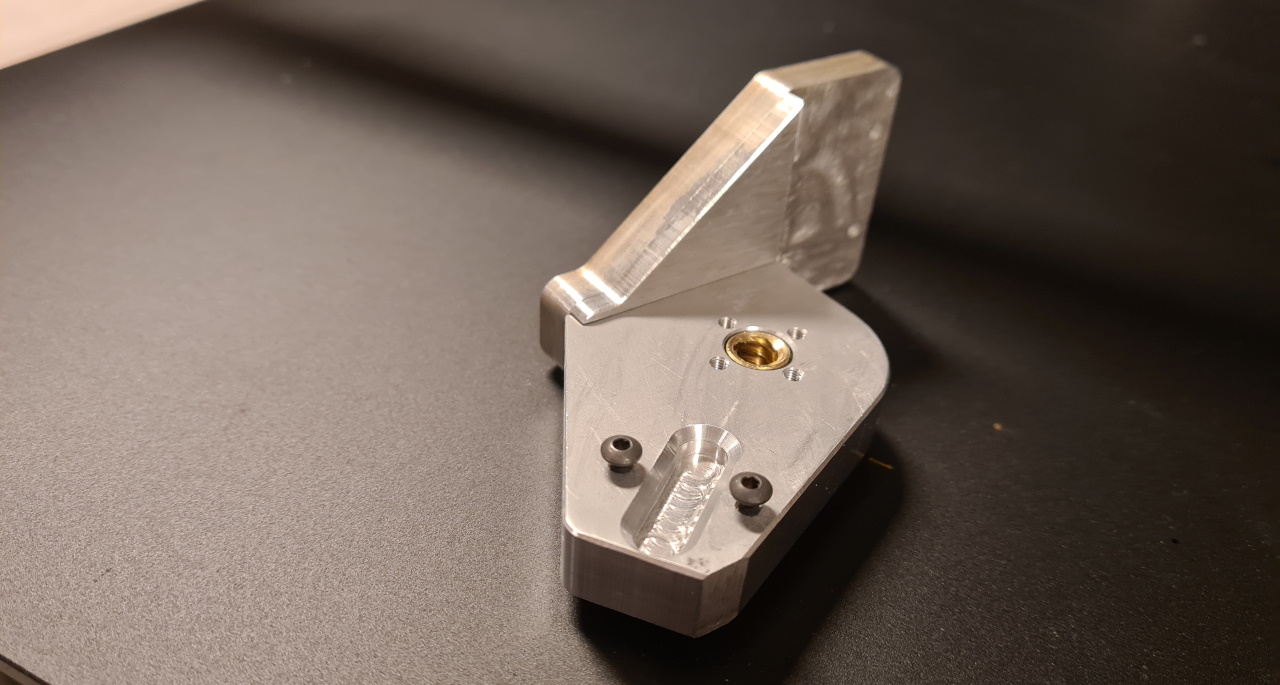
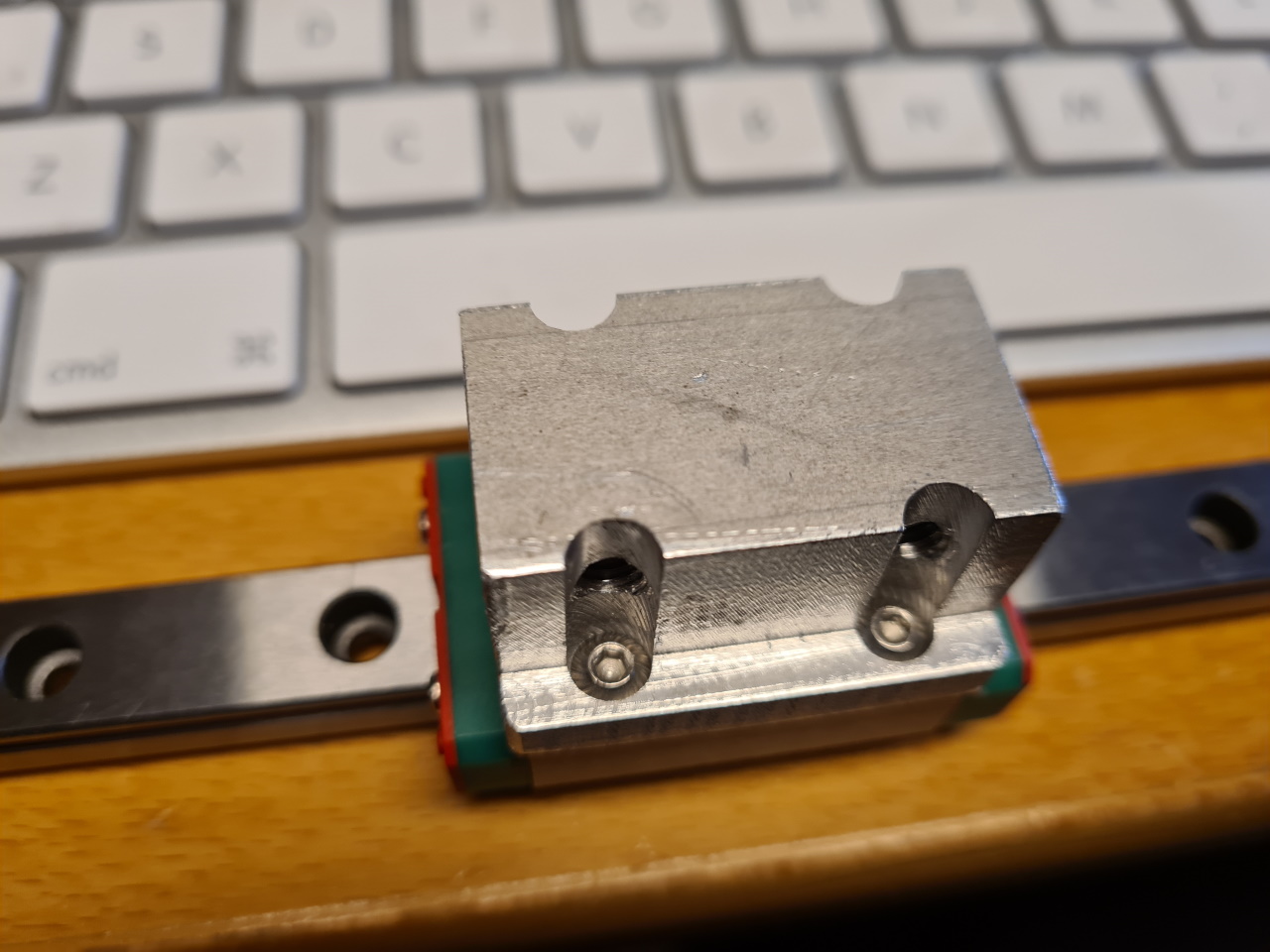
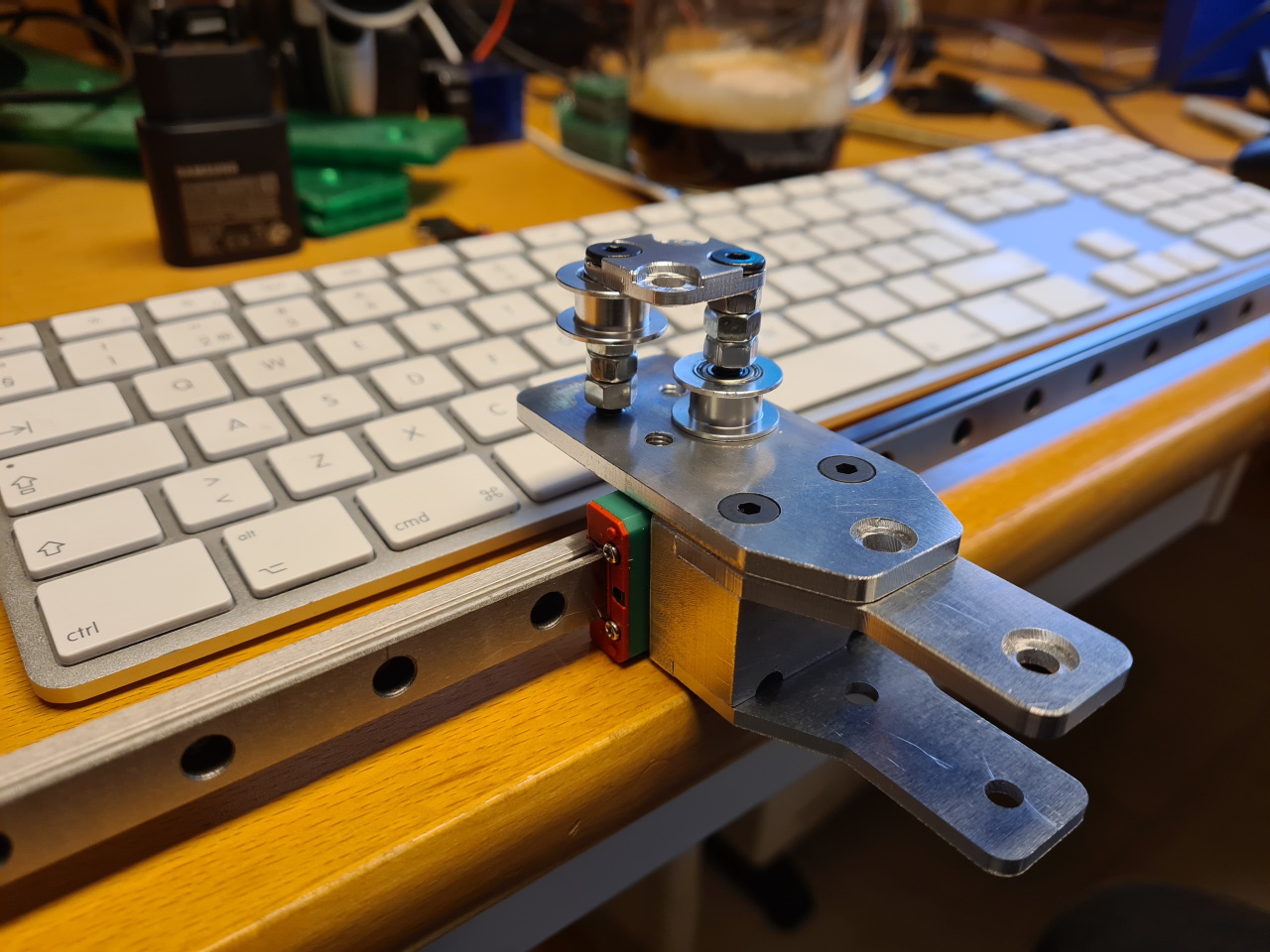
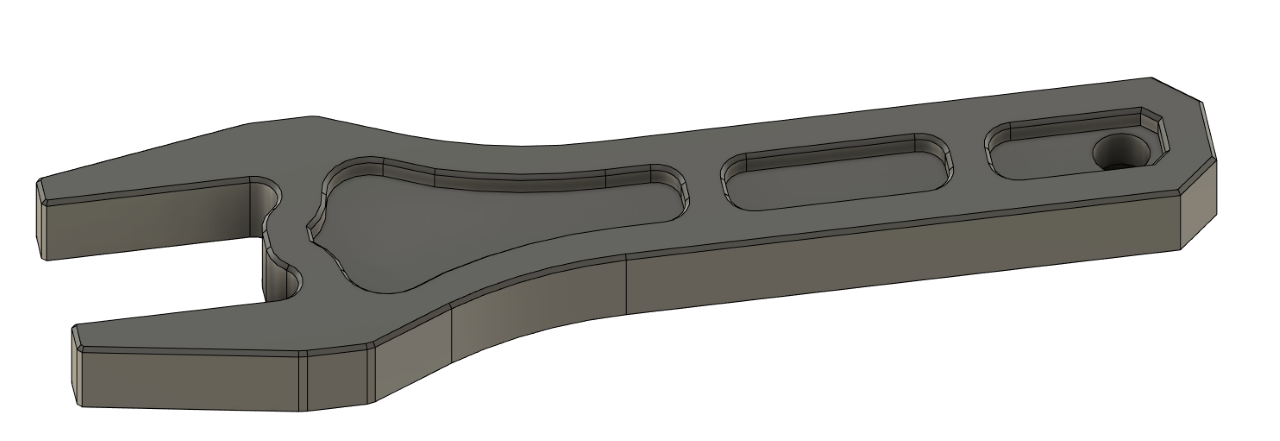
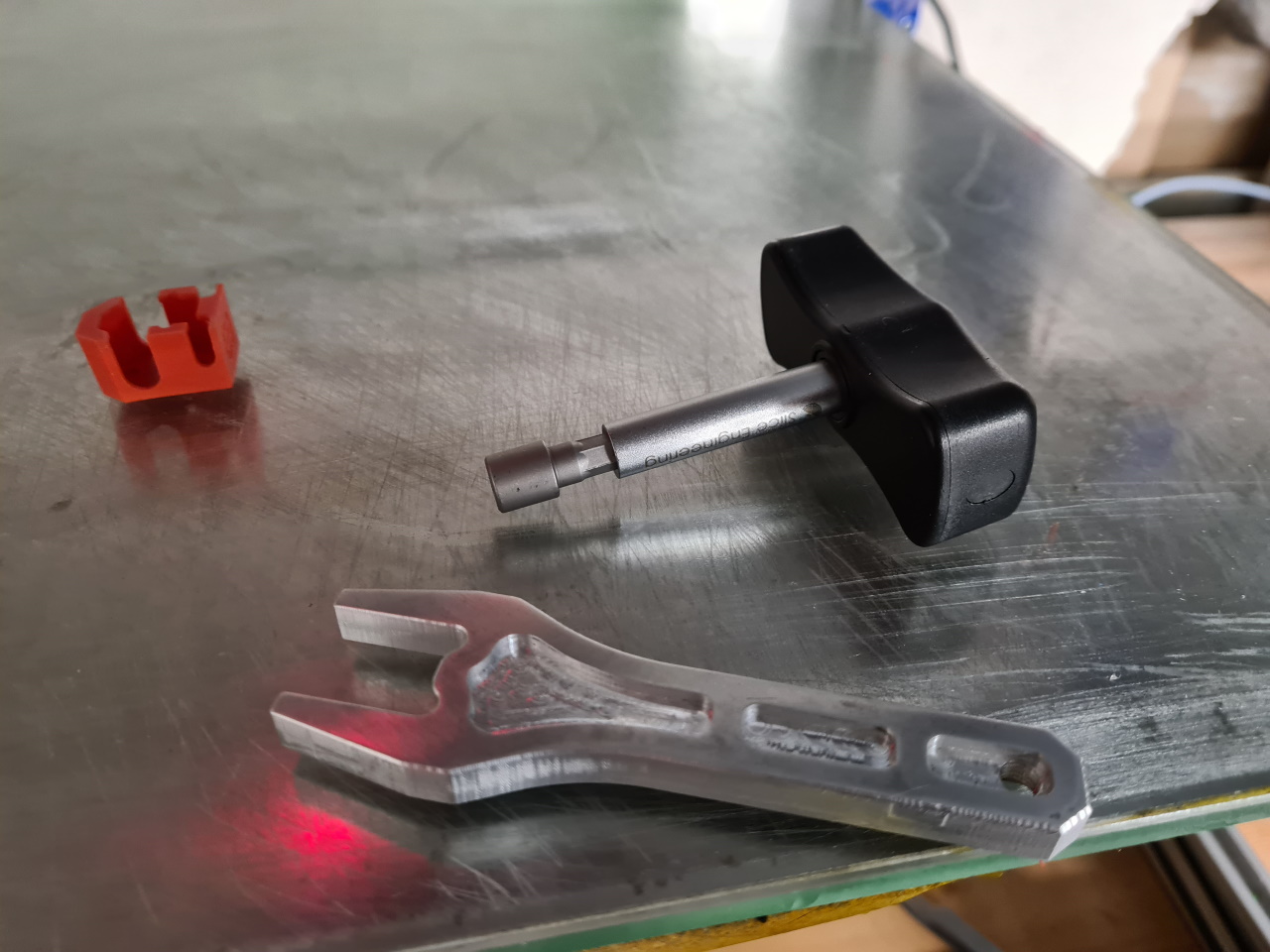
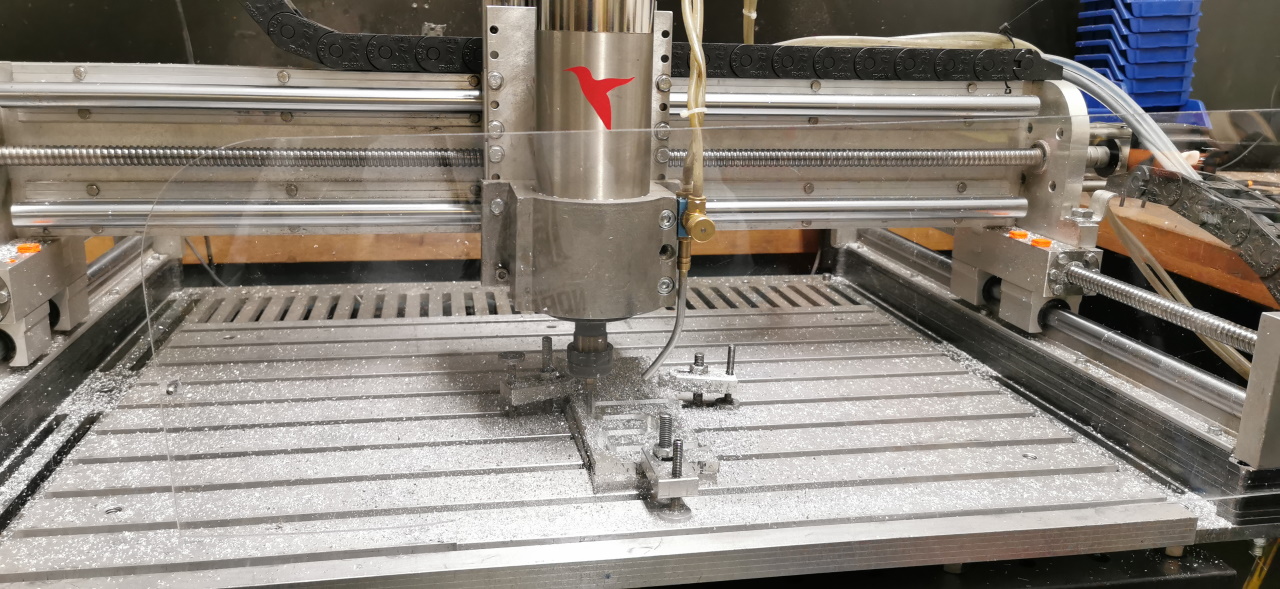
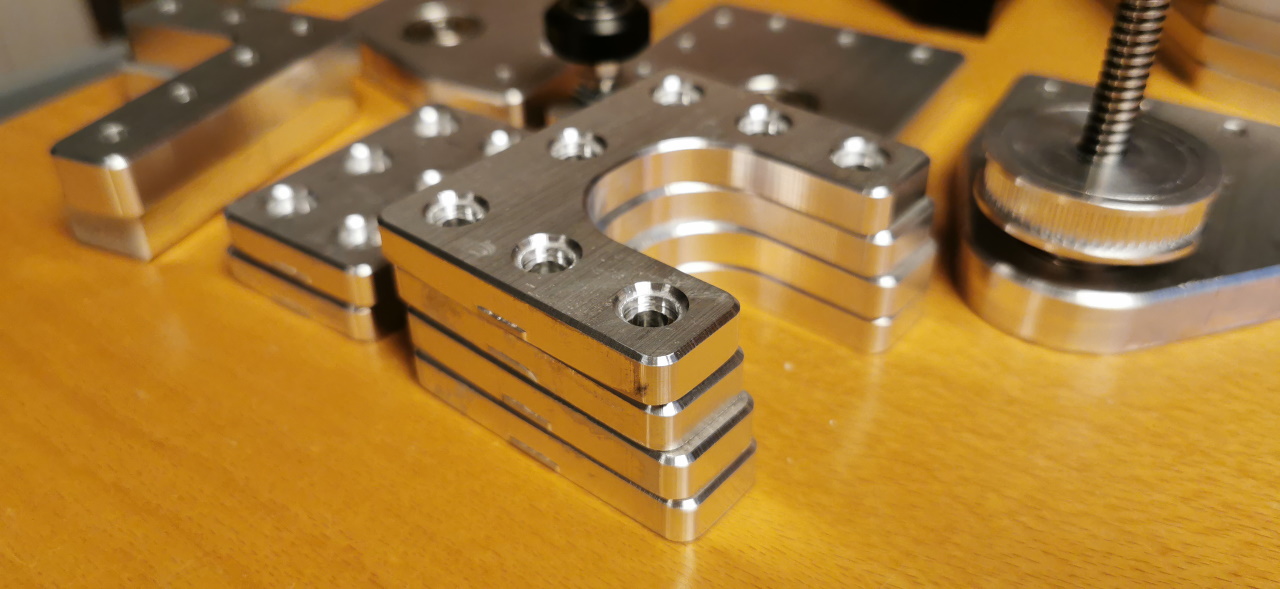
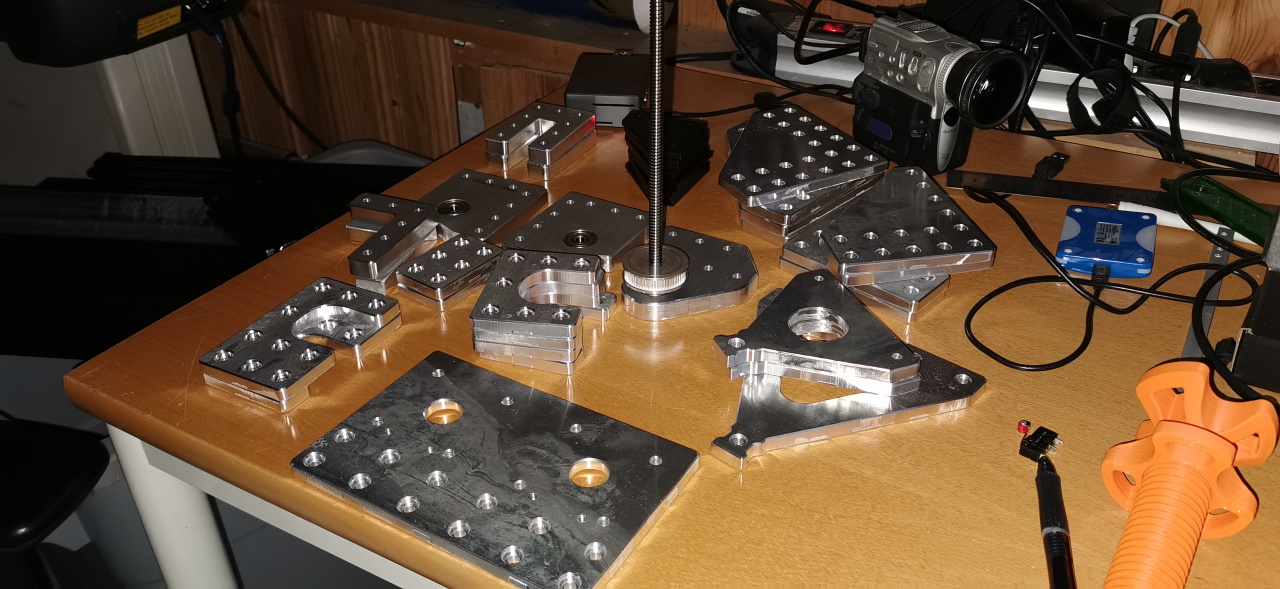
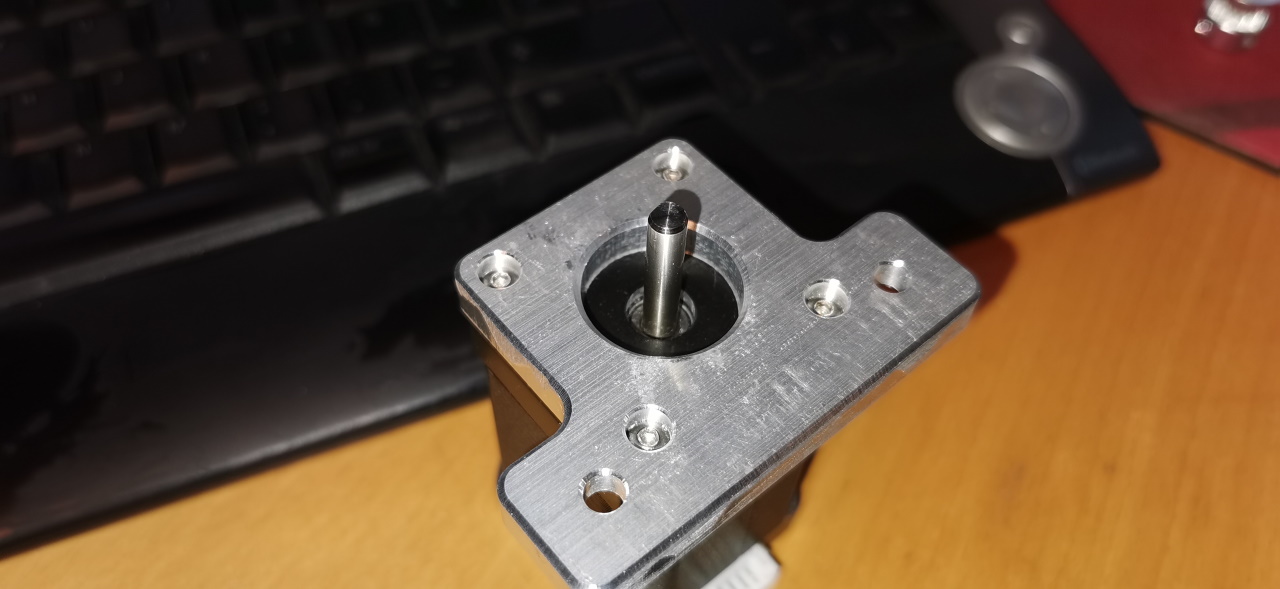
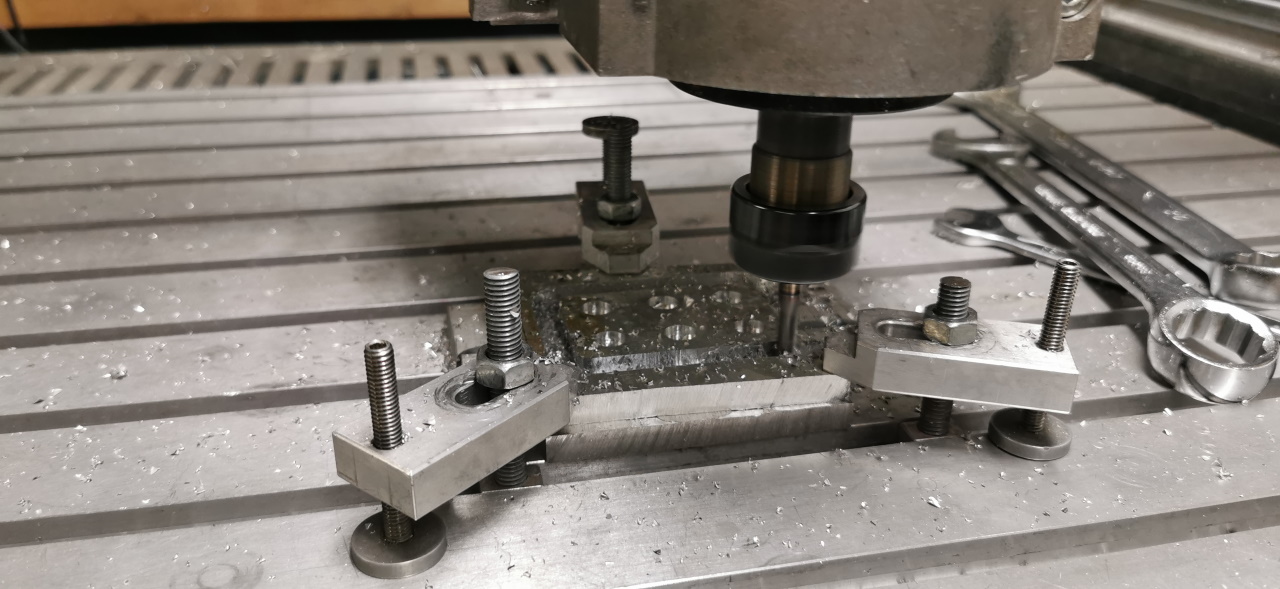
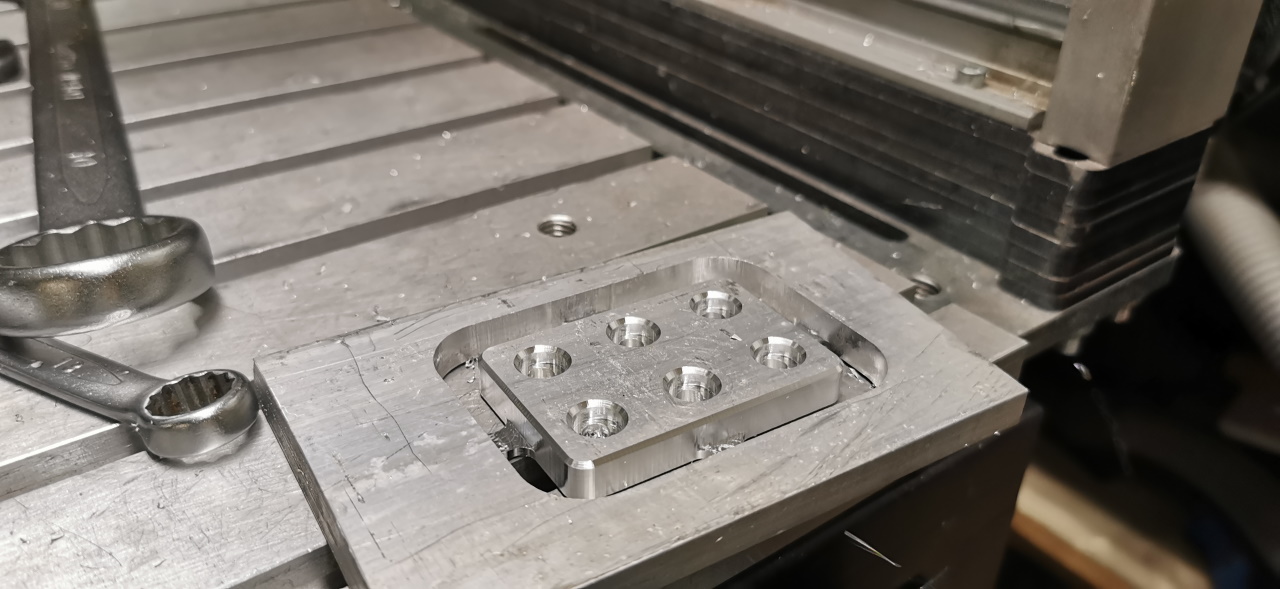
En snabbcad av en pedaladapter som passar på navet och på en pedal vi hade liggandes i en låda, upp med en stålbit i fräsen och sen testar vi fräsa stål för första gången någonsin.. Nervositeten var påtaglig när fräsen drog igång men efter halva körningen gasade vi på ordentligt. Det visar sig att med en 4-skärig 6mm pinne kan vi ta 2mm stepdowns med 0.4mm stepover i 1000mm/s utan problem. Halverar man matningen till 500mm/s blir ytan spegelblank! SJUKT COOLT!

Så, med en adapter tillverkad och pressad på en axel för att få konformen rätt så var det bara att montera pedalen och känna sig nöjd.
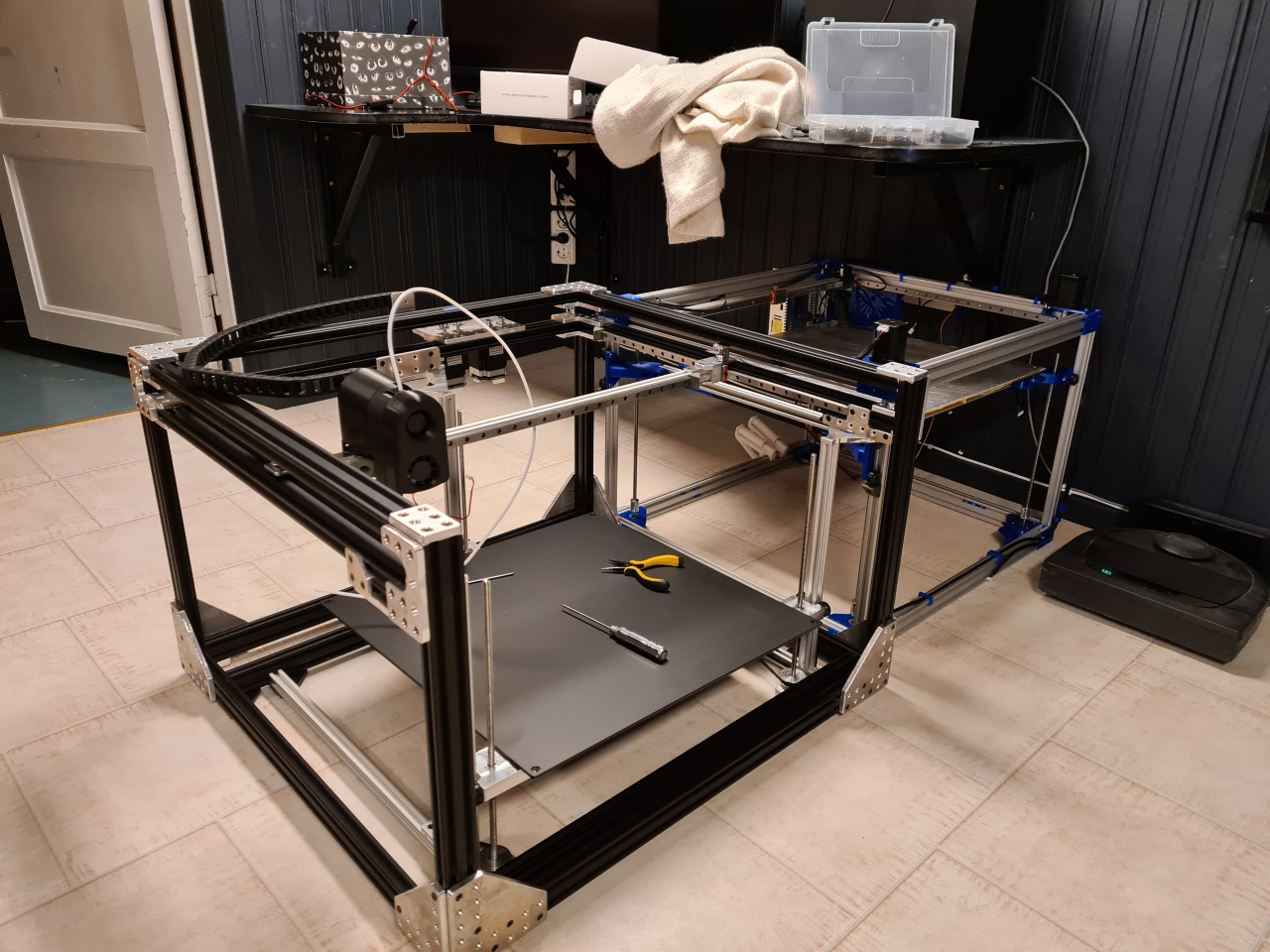
Nu var det mesta mekaniska färdigt och det blev dags att ta tag i det elektriska.
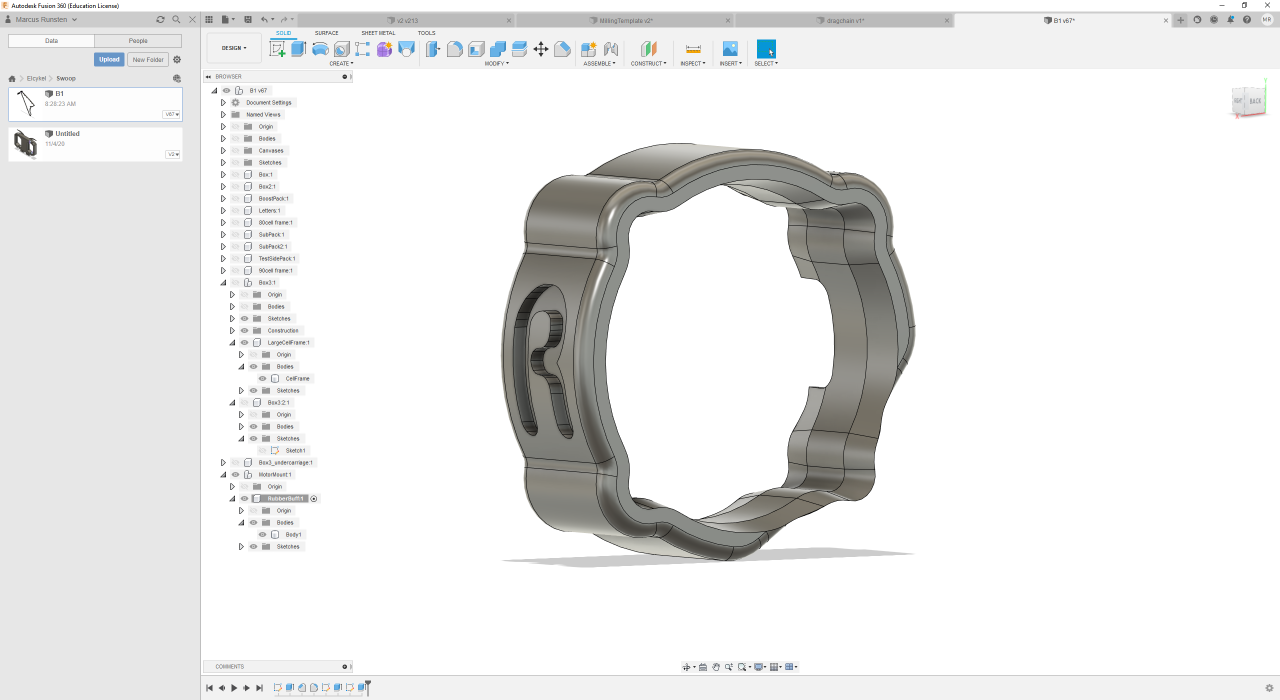
Eftersom att vi börjat köra mycket lera och djupsnö behövs all kraft motorn kan frambringa. Grabben har hittills kört på ett 48V batteri men motor och kontroller klarar 52V utan bekymmer så 52V får det bli. Vi måttade, fotade, caddade och testade tills vi hade en form som borde fungera.
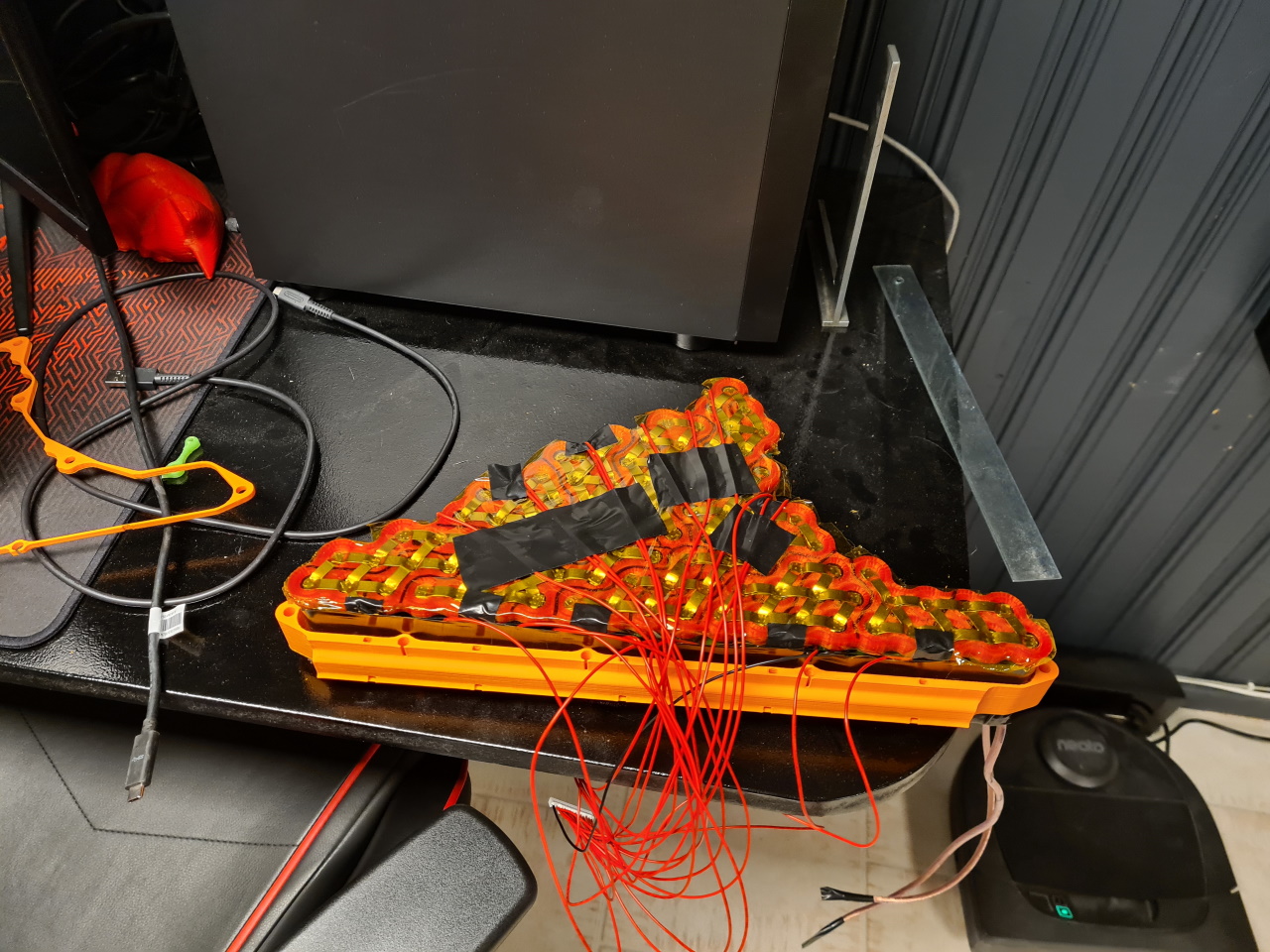
Ramen rymmer inte ett jättestort batteri så det fick bli finceller, LG 3500mAh, för att få lite kapacitet i batteriet. 14s4p lyckades vi klämma in ändå vilket landar på 52V, 14Ah eller en kapacitet på 728Wh vid nominell spänning. Inte illa pinkat i en trång ram.

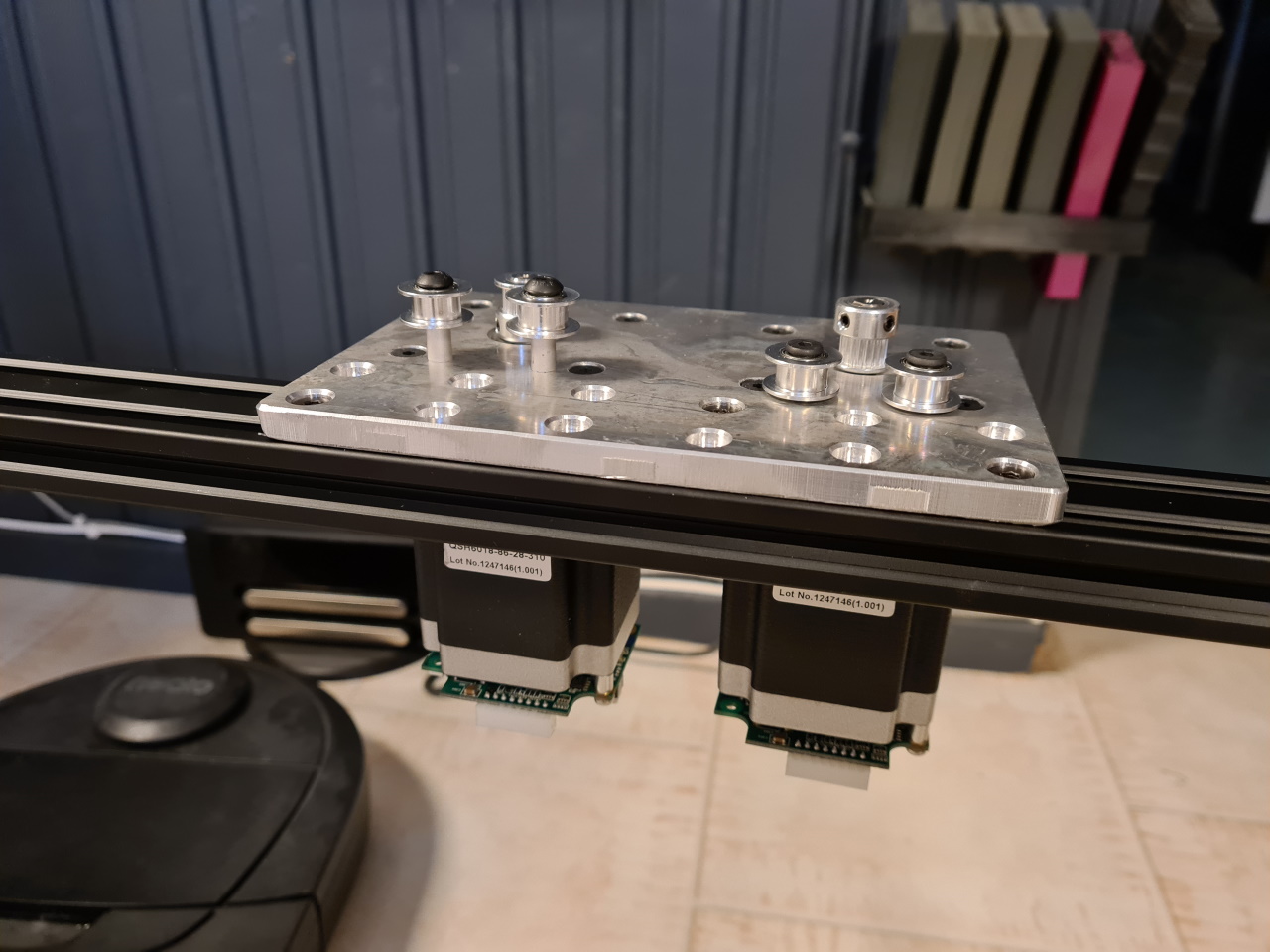
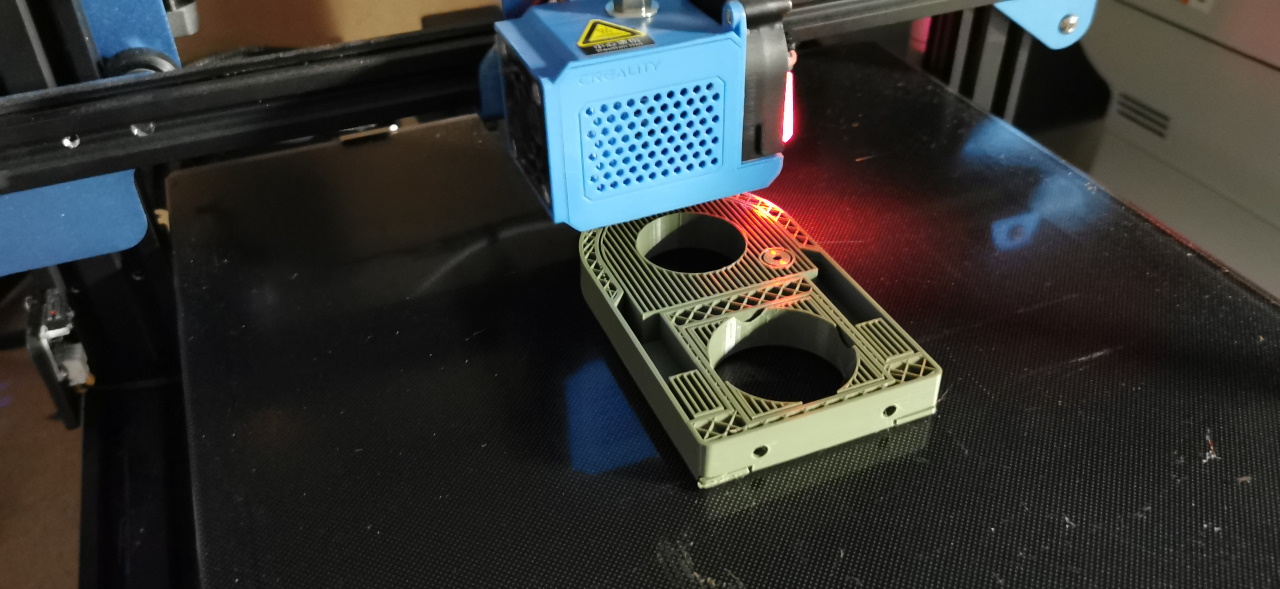
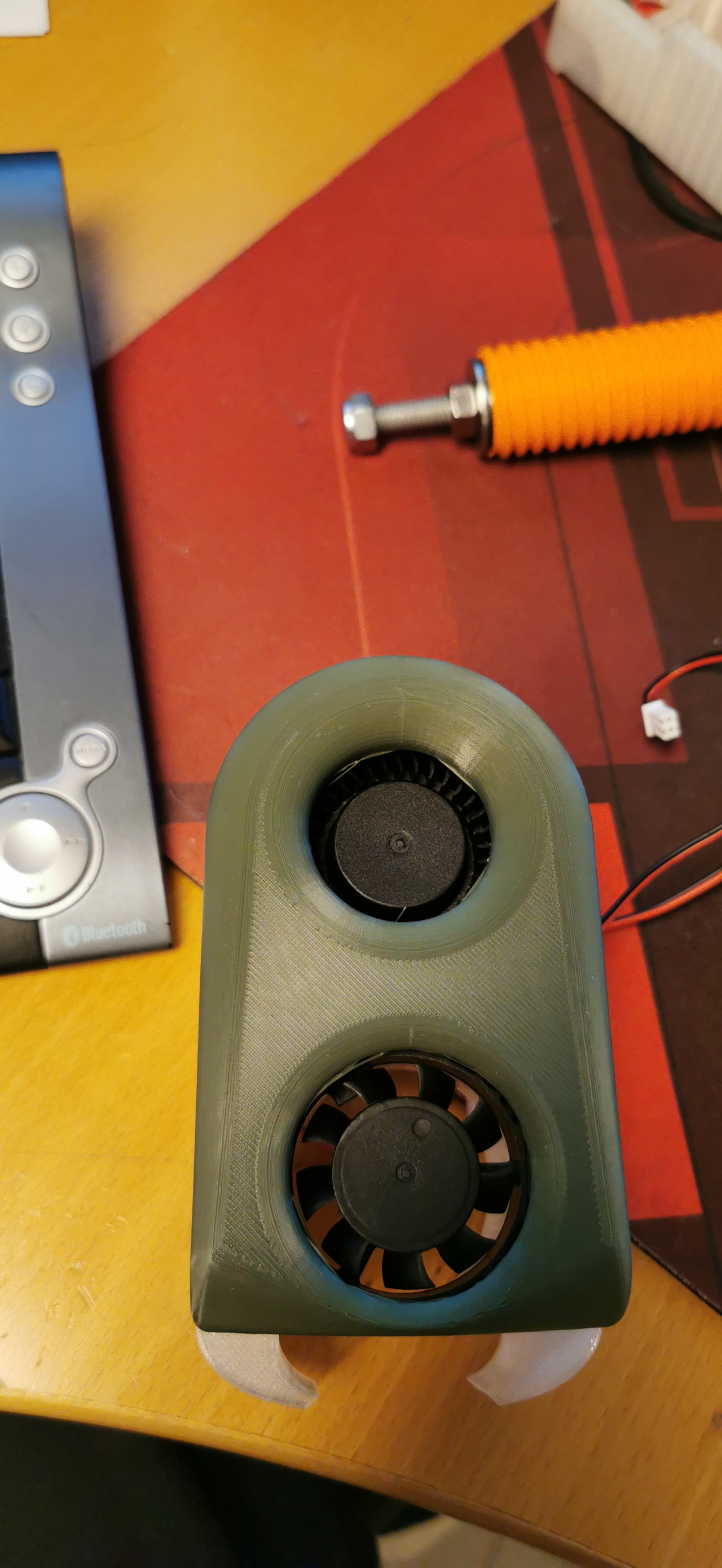
Första steget är att printa cellhållarna och hitta en cellayout som tillåter så många seriekopplingar som möjligt i den lite knepiga batteriformen. Testade en ny design av batteri nu med en joiner mellan de två cellhållarna för att slippa stoppa hela packet i en låda sen. Det blir mer utrymmeseffektivt och mycket stabilare så.

Efter joinern passas den andra cellhållaren på plats och första sidan av celler kan svetsas. Här kör jag 0.15mm nickelremsa med minst 4st seriekopplingar mellan varje cellgrupp.

Jag lämnar tabbar för att löda balanskablarna i för att minimera värmen jag utsätter cellerna för. För att säkra upp batteriet blir det kaptontejp och en gummipackning innan allt sänks ner i yttersidan.

Andra sidan hanteras på samma sätt, balanseringskablar löds på och matarkablar från plus och minus. Sedan isoleras ovansidan av cellpaketet och en BMS klistras fast.

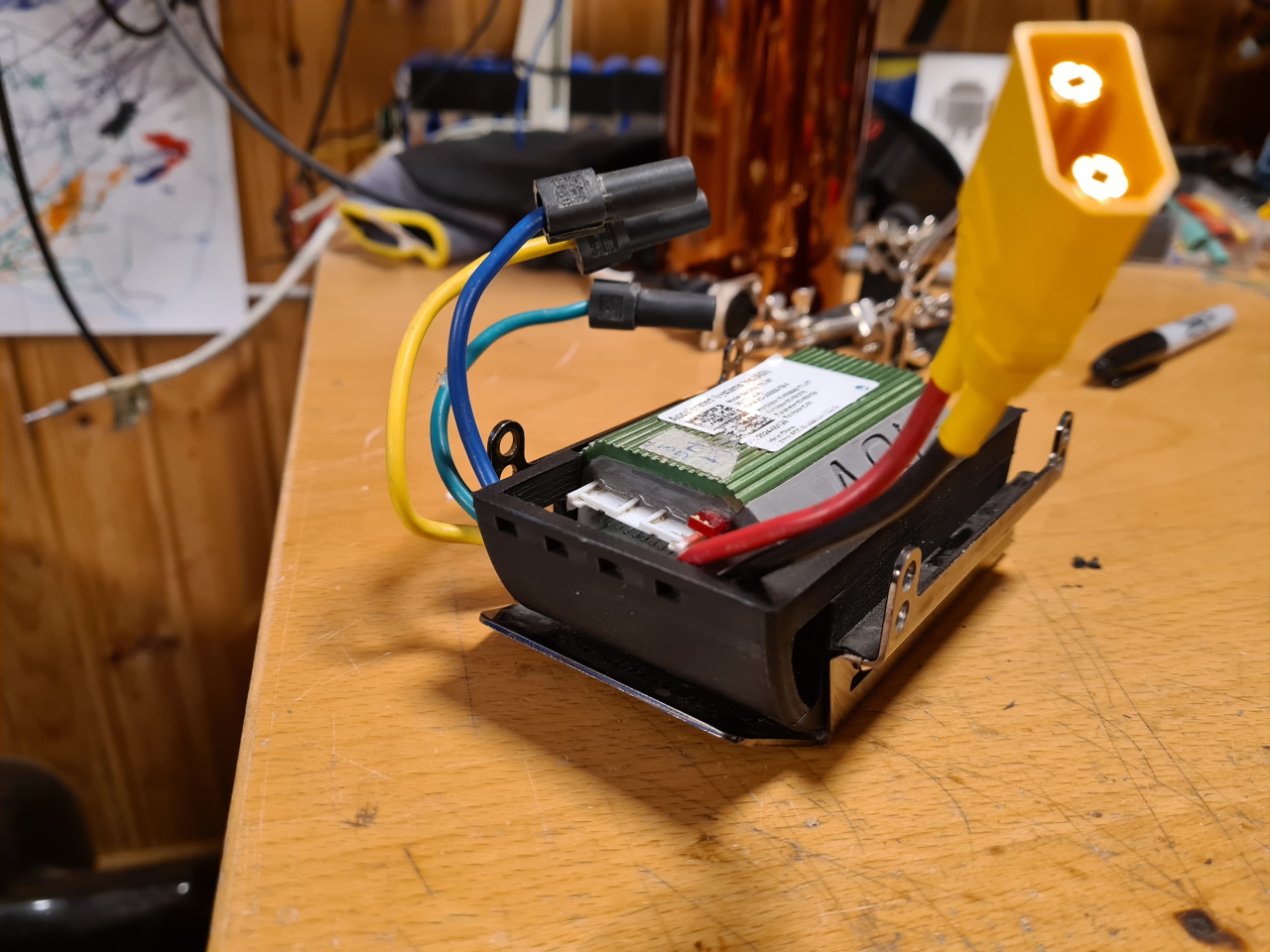
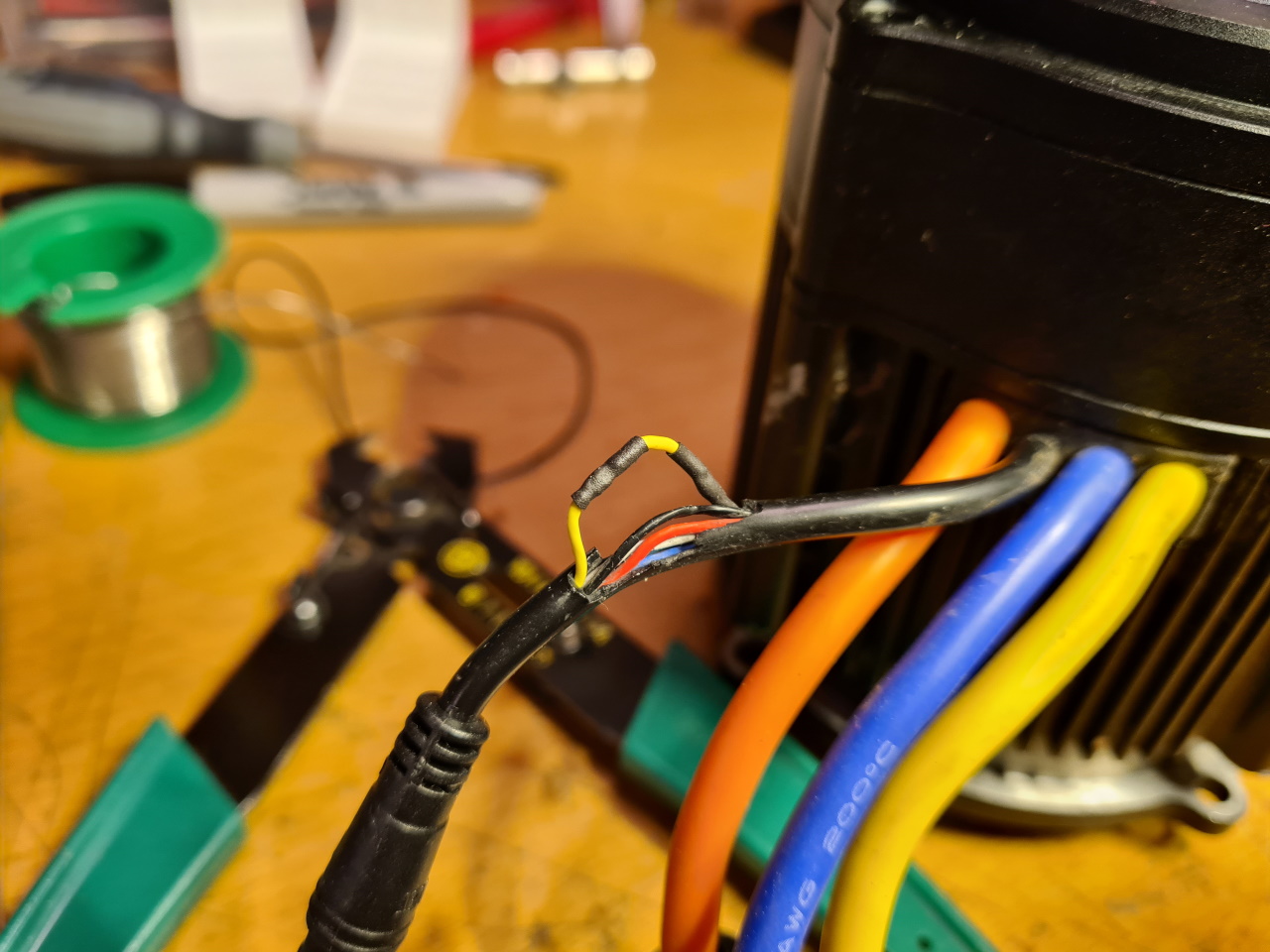
I detta fallet lyckades jag köpa en billig BMS som kom utan balanskabel, så jag fick göra en egen. Därav de vackra färgerna. Hade bara en kontakt för en 13s BMS men eftersom att B0 är direkt ansluten till B- så fungerar det ändå.
När allt är uppmätt och testat en sådär sjuttiofjorton gånger är det bara att slänga på locket och montera på cykeln.
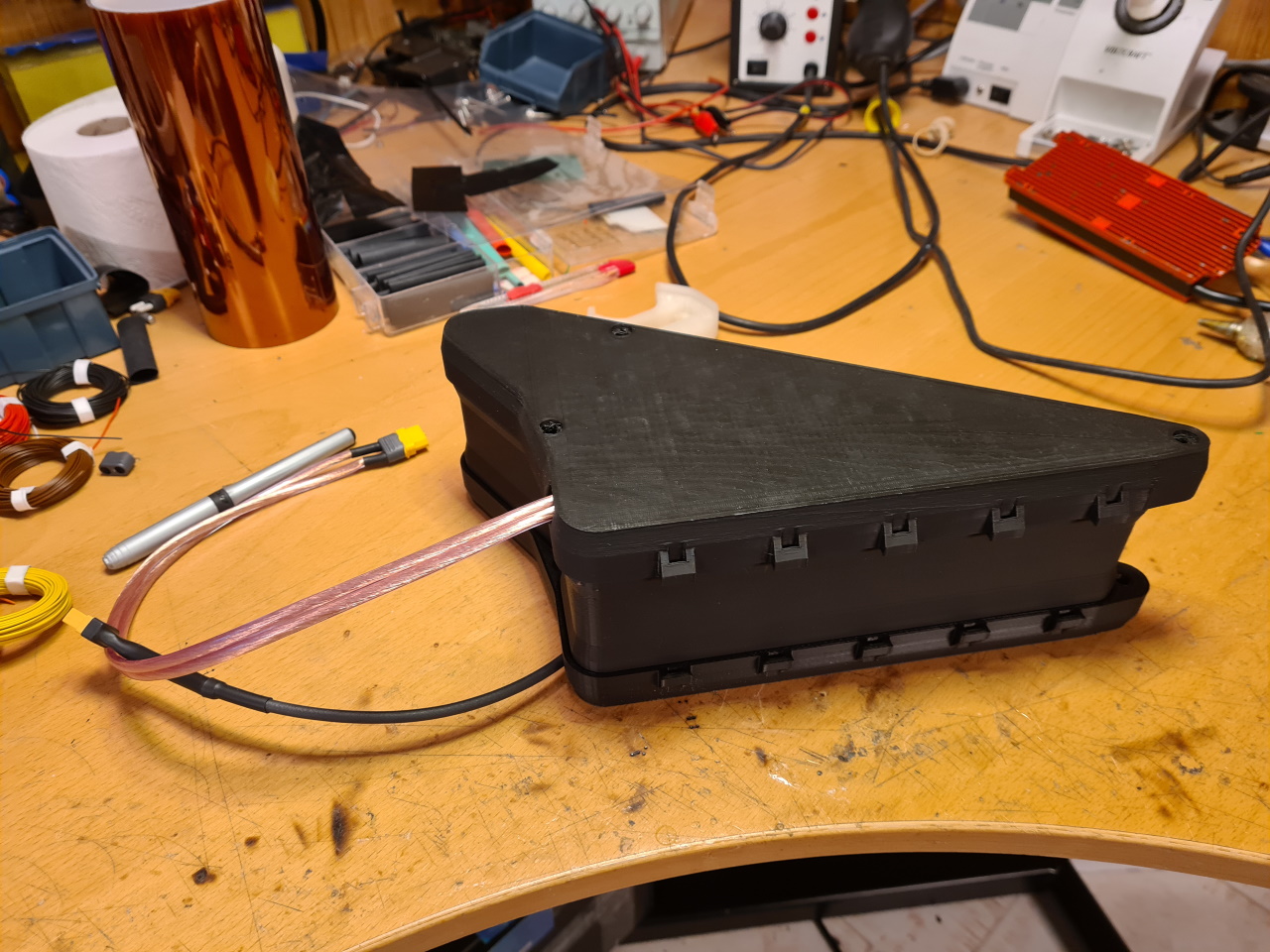
Fortsättning följer.. som vanligt.